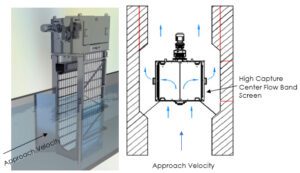
 The channel approach velocity of water flow to the front of the screen is an important factor in the design of a screening system because grit that can accumulate at the foot of the screen accelerates wear on moving surfaces that come in contact with it. For this reason, a minimum approach velocity of 0.9-1.5 ft/s is recommended to avoid grit settling. Figure 1 shows a typical channel design showing the approach velocity to a wastewater center-flow band screen.
The channel approach velocity of water flow to the front of the screen is an important factor in the design of a screening system because grit that can accumulate at the foot of the screen accelerates wear on moving surfaces that come in contact with it. For this reason, a minimum approach velocity of 0.9-1.5 ft/s is recommended to avoid grit settling. Figure 1 shows a typical channel design showing the approach velocity to a wastewater center-flow band screen.
A low approach velocity can be utilized to enhance grit removal if the grit tank is located under the screen. In Figure 2, a center flow screening system is located in the center of a grit tank, so both preliminary processes are combined into one unit.
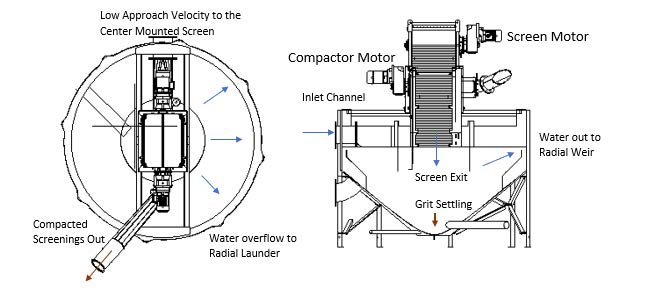
The screening system shown in Figure 2 is designed with an exit velocity to promote grit settling in the cone bottom tank. Typically, in a channel-mounted design, the wastewater flows to the sides of the screen (as shown in Figure 1), and the channel floor limits any flow downward. The combined design in figure 2 presents a configuration in which the bottom of the screen provides contact area for incoming flow to exit downward for best grit settling.
Most grit settling tanks include a motor-driven propeller or impeller. However, computational fluid dynamics and field studies indicate that these devices are superficial and do not aid in the settling process.
Instead, the cone bottom grit tank design uses gravity rather than centrifugal forces for grit setting. Effective settling is achieved by having surface overflow rates within acceptable design limits and yields a removal of at least 95% of particles 300 microns and larger (subject to grit loading, organic content, and flow variation at the application site).
A minimized grit tank design without a stirring device provides significant benefits, such as:
An optimized packaged headworks design with a center flow screen mounted in the center of a grit settling tank provides the lowest expected velocity profile on both the inlet and outlet to enhance grit settling. Grit slurry accumulates at the bottom of the cone tank and can be removed from the tank using a pump or airlift configuration. A cyclone removes most of the water from the slurry mixture, then settles in a classifier for transport to a solid’s dumpster or bag.
The optimal design of a single tank packaged headworks design discussed here includes the following factors concerning grit settling and removal:
The center flow band screen has been independently tested to produce the highest capture rates in the industry. This design can pair with a cone bottom settling tank in a configuration optimized for grit settling. This includes a low velocity center feed to the grit tank from the screen exit. Center feed is integrated with a radial exit, with minimized turbulence for screened and de-gritted effluent. The screening and grit removal functions work together to produce the best quality water in a small-packaged headworks. This design is well-suited to provide the best capture screening equipment with grit removal technology coupled together in a small footprint for flowrates less than 2.5 MGD (110 L/s).
To speak with a Hydro-Dyne expert about our Reef Packaged Headworks, call us at 813-818-0777 or contact us online.